| 外部検査 |
外部検査には、以下の検査項目が含まれる。
「切り傷・彫り傷」、「凹痕」、「膨らみ」、「曲がり」、「腐食」、「熱影響」、「割れ」
外部検査-1 「切り傷・彫り傷」の検査
切り傷又は彫り傷の深さが、当該切り傷又は彫り傷部タンク軸方向近傍の健全部肉厚(以下「タンク健全部肉厚」という。)の1/8又はO.4mmのいずれか小さい方の値以下のものを合格とする。
外部検査-2 「凹痕」の検査
凹痕の深さが、当該凹痕部タンク軸方向近傍の健全部肉厚の1/8又はO.4mmのいずれか小さい方の値以下のものを合格とする。
外部検査-3 「膨らみ」の検査
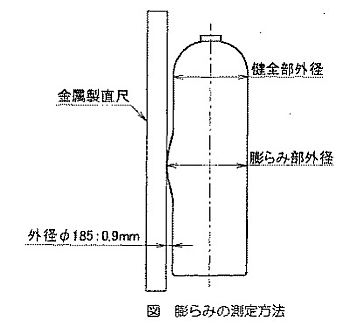
膨らみは、膨らみのない健全な部分とのすきまがタンクの外径の0.5%以下のものを合格とする。
【解説】 次の図の示す金属製直尺を用い、膨らみのない健全部の外径と膨らみ部の外径との差を測定する。(図は外径が185mmのO.5%(O.9mm)のすきまの例)
外径が185mmの0.5%(O.9mm)のすきまの例イラスト
外部検査-4 「曲り」の検査
曲りは、胴部の軸方向の長さのO.3%以下であるものを合格とする。
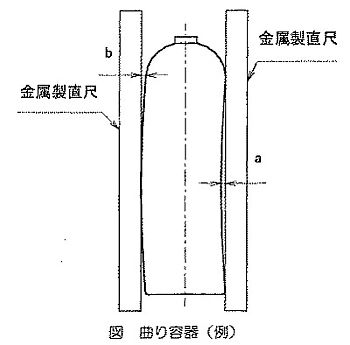
【解説】 膨らみとの違いを明確にする観点から、その定義を行った。なお、曲りの合格基準値のO.3%とは次の図のaのことをいう。
外部検査-5 「腐食」の検査
外部腐食はその形状によって「局部腐食」「鎖状(線状)腐食」「全面腐食」に区分けして合否の判定を行う。
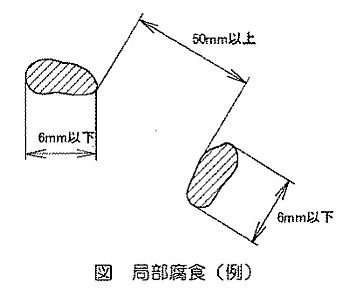
「局部腐食」
腐食の深さが、当該腐食部タンク軸方向近傍の健全部肉厚の1/4又はO.5mmのいずれか小さい方の値以下のものを合格とする。
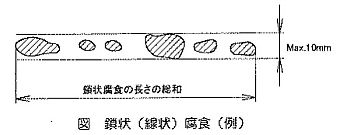
「鎖状(線状)腐食」
腐食は、腐食の長さ(断続している腐食の長さは当該断続している腐食の長さの総和のもの。以下同じ)がタンクの周長さの1/4以下のものであって、かつ、腐食の深さが当該腐食部タンク軸方向近傍の健全部肉厚の1/4又はO.4mmのいずれか小さい方の値以下のものを合格とする。ここで、腐食の長さがタンクの周長さの1/4を超えるものにあっては不合格とする。
「全面腐食」
腐食の深さが、当該腐食部タンク軸方向近傍の健全部肉厚の1/8又はO.4mm以下のものを合格とする。
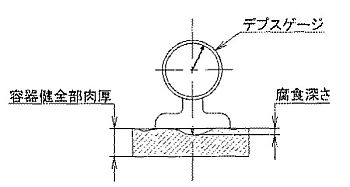
【解説】 腐食の測定方法
次の図に示すデプスゲージによりタンク健全部肉厚から腐食の最大深さを測定する。
外部検査-6 「割れ」の検査
タンクの外面に使用上支障のある割れ、すじ等がないものを合格とする。
|
|
| 内部検査 |
内部検査には、以下の検査項目が含まれる。
「切り傷・彫り傷」、「内部腐食」、「バルブ取付部以外の割れ」、「バルブ取り付けねじ部等の割れ」
内部検査-1 「切り傷・彫り傷」の検査
切り傷又は彫り傷の深さが、当該切り傷又は彫り傷部タンク軸方向近傍の健全肉厚の1/8又はO.4mmのいずれか小さい方の値以下であるとみなされるものを合格とする。
内部検査-2 「内部腐食」の検査
内部腐食はその形状によって「局部腐食」「鎖状(線状)腐食」「全面腐食」に区分けして合否の判定を行う。
「局部腐食」
腐食の深さが、当該腐食部タンク軸方向近傍の健全部肉厚の1/4又はO.5mmのいずれか小さい方の値以下であるとみなされるものを合格とする。
「鎖状(線状)腐食」
腐食は、腐食の長さがタンクの周長さの1/4以下であるとみなされるものであって、かつ、腐食の深さが当該腐食部タンク軸方向近傍の健全部肉厚の1/4又はO.4mmのいずれか小さい方の値以下であるとみなされるものを合格とする。ここで、腐食の長さがタンクの周長さの1/4を超えるとみなされるものにあっては不合格とする。
「全面腐食」
腐食の深さが、当該腐食部タンク軸方向近傍の健全部肉厚の1/8又はO.4mm以下であるとみなされるものを合格とする
内部検査-3 「内部の割れ等」の検査
タンクは、次の1.及び2.に定めるところに従ってタンクの内面について、目視検査を行い、これに合格すること。
1.タンクの内面(次の2.を除く)に使用上支障のある割れ、すじ等がないものであること。
2.タンクの底部に割れその他有害な傷のないものであること。ただし、タンクの製造方法がマンネスマン式にあってはタンクの底部の中心部から、胴部の外径の1/2の円周外に割れその他有害な傷のないものであること。
※現在製造されているスチールタンクはほとんどがマンネスマン式で製造されており、アルミタンクはほとんどがエルハルト式で製造されている。
内部検査-4 「バルブ取り付けねじ部及びその下部の割れ」
1.バルブ取付ねじ部等は、次の2.から4.までに定めるところに従って目視検査を行い、これに合格すること。
2.Oリングの当たり面に有害な傷のないものを合格とする。
3.アルミニウム合金製タンクのねじ部及びねじ部近傍部は、タンク軸方向の割れ等有害な傷又は異常がないものを合格とする。
4.ねじは、製造時のねじ山数に対する有効ねじ山数の割合が80%を超えるものを合格とする。
|
| 用語の定義 |
「切り傷」
鋭く固い物体との接触によってタンクの表面が切開されたもの |
「彫り傷」
タンクの表面の一部が取り去られているもの |
「凹痕」>
他の物体との接触で生じたタンクの内側へのくぽみ変形で、肉厚があまり滅少していないもの |
「膨らみ」
タンク胴部の外側への膨出変形 |
「曲り」
タンク胴部の曲り変形 |
「局部腐食」
孤立した腐食領域であって、その長径が6mm以下で、かつ、となり合う腐食領域間の最短距離が50mm以上のもの
 |
「鎖状(線状)腐食」
軸又は周方向の同一線上に溝を形成している腐食又は鎖状に断続している腐食であって、それらの幅が10mm以下のもの。
 |
「全面腐食」
「局部腐食」「鎖状腐食」以外の腐食 |
|